
看看(kàn)膠片是怎樣壓(yā)延的(de)
膠片壓延是利用壓(yā)延機(jī)将膠料制成具有規(guī)定斷面厚(hòu)度和寬(kuān)度的光滑膠片(piàn),如膠管(guǎn)、膠帶(dài)的内外層(céng)膠和中間層膠(jiāo)片,輪(lún)胎緩沖層(céng)膠片(piàn)、隔(gé)離膠片(piàn)和油皮(pí)膠(jiāo)片等(děng)。當壓延(yán)膠(jiāo)片的(de)斷面(miàn)厚度較大、一次壓延難以(yǐ)保證(zhèng)質量時,可(kě)以分(fèn)别壓(yā)延制(zhì)成兩(liǎng)個以上的(de)較薄膠片(piàn),然後再将(jiāng)其(qí)貼(tiē)合成(chéng)規定厚度要求(qiú)的膠(jiāo)片,或者将(jiāng)兩種不同膠料(liào)的膠片(piàn)貼合在一起制成符合(hé)要求(qiú)的(de)膠片,還(hái)可将膠料(liào)制成(chéng)斷面厚度(dù)和寬(kuān)度,表(biǎo)面(miàn)帶有花(huā)紋,即斷面(miàn)具有(yǒu)幾何形狀的膠片。因(yīn)此(cǐ),膠片的(de)壓延包括壓片(piàn),膠片貼合和壓(yā)型。
(一)壓片(piàn)
斷面厚度在3mm以下的(de)膠片可以(yǐ)利用壓延機一次完(wán)成壓(yā)延(yán),這(zhè)就是壓片(piàn)。
對壓延膠(jiāo)片的質量(liàng)要求(qiú)是膠(jiāo)片(piàn)的表面(miàn)光滑無繪縮;内(nèi)部密實、無孔穴(xué)、氣泡(pào)或(huò)海(hǎi)綿;斷(duàn)
面厚度均勻各(gè)部分收(shōu)縮變形率均勻一緻。
壓(yā)片工藝(yì)方(fāng)法依(yī)設備(bèi)不(bú)同(tóng)分為(wéi)三輥(gǔn)壓(yā)延機壓片和(hé)四輥壓延(yán)機(jī)壓片兩種主要方(fāng)法。也(yě)可以(yǐ)用兩輥壓(yā)延機(jī)和開放式煉膠(jiāo)機壓片,但(dàn)其膠(jiāo)片厚度(dù)的太低(dī)。
壓片工藝(yì)方法(fǎ)如圖13-9。圖中(a)、 (b)為三輥機壓片(piàn),(c)為四輥機壓片(piàn)。三輥(gǔn)壓延(yán)機壓(yā)片又(yòu)分為兩種方法(fǎ),其中a為中、下輥(gǔn)間無積膠壓延法,b為中、下(xià)輥間有積(jī)膠法。有适(shì)量的積存膠可(kě)使膠片表(biǎo)面光滑,減少内部氣泡,提(tí)高膠片内部的(de)緻密性,但(dàn)會增(zēng)大(dà)壓延效(xiào)應。此法适(shì)用于(yú)苯橡(xiàng)膠。若積存膠量(liàng)過多(duō)反而(ér)會(huì)帶入氣泡。無(wú)積膠法則相反(fǎn),适用于天(tiān)ran橡膠(jiāo)。
影響壓(yā)片(piàn)工藝(yì)與質(zhì)量的主要因素有輥溫、 輥(gǔn)速、生膠種類、膠(jiāo)料的(de)可塑(sù)度與含膠率(lǜ)等。
輥溫高,膠(jiāo)料的粘度低(dī),壓延流(liú)動性(xìng)好, 半成品收縮(suō)率低(dī),表面(miàn)光滑(huá);但若過高則容(róng)易産生氣泡和(hé)焦燒現(xiàn)象(xiàng);輥溫過低會降低(dī)膠(jiāo)料流動性,使半成品表面粗糙,收縮率增(zēng)加。故(gù)輥溫(wēn)應依生膠(jiāo)種類(lèi),可塑度大小和配方含膠率而定。通常是(shì)配方含膠率高,膠(jiāo)料的可塑度(dù)較低(dī)或彈性較(jiào)大者,壓(yā)延輥溫(wēn)宜适當高(gāo)些;反(fǎn)之則相(xiàng)反。另外,為了使膠片在(zài)各輥筒之(zhī)間按(àn)預定(dìng)的方(fāng)向順利轉移,還使各輥筒(tǒng)之(zhī)間保持(chí)适當的溫(wēn)差。例(lì)如,天ran橡膠容易(yì)粘熱輥,膠(jiāo)片由一個輥筒轉移(yí)到後面的輥筒(tǒng)時,後(hòu)者的輥溫(wēn)就應适當(dāng)提(tí)高(gāo),而合(hé)成橡(xiàng)膠則(zé)正好相反。各輥間的溫差範圍(wéi)一(yī)般為5~10℃。
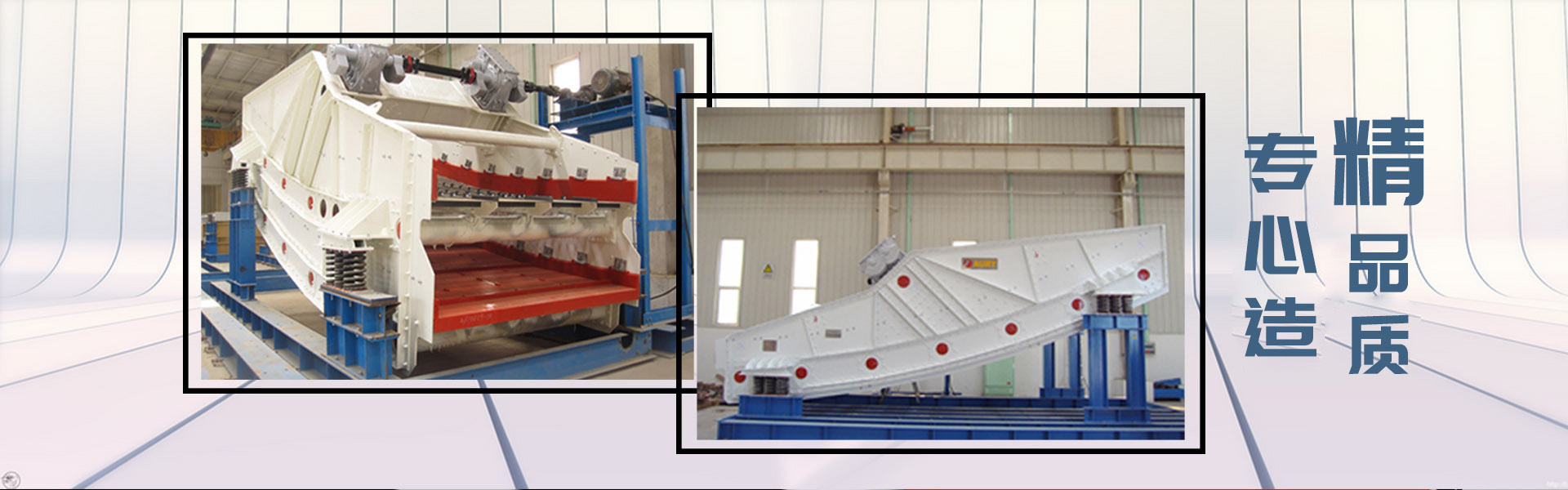
河南(nán)通泰機械(xiè)有限(xiàn)公司,專營(yíng) 振動(dòng)電機(jī)激振(zhèn)器 篩(shāi)闆、襯闆、膠(jiāo)輥系(xì)列 聚氨酯(zhǐ)篩闆(pǎn) 彈簧 氣流篩彈(dàn)簧 複合彈簧 橡(xiàng)膠彈簧 等(děng)業務(wù)
侯經理:13283737000 ;
copyright © 版(bǎn)權所有: 河(hé)南通泰機(jī)械 技術(shù)支持:金動(dòng)力網(wǎng)絡 網站(zhàn)地圖 xml 備(bèi)案号:豫icp備(bèi)10011083号-9
