
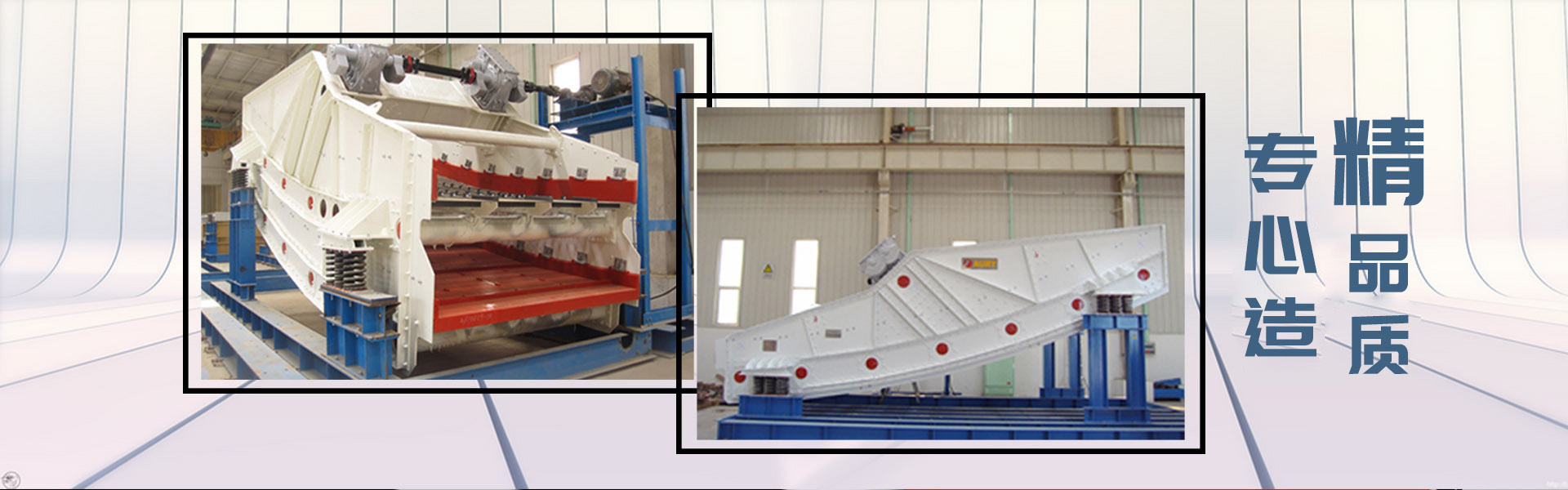
目前(qián),機械彈簧的加(jiā)工設備和加(jiā)工生(shēng)産線向着(zhe)數控(nc)和計(jì)算機控制(zhì)(cnc)化的深度(dù)和廣度發(fā)展。但随(suí)着(zhe)彈簧材料(liào)和幾何形狀的變化(huà),加工(gōng)工藝亦有(yǒu)發展(zhǎn)。
1、變彈(dàn)簧外(wài)徑、變(biàn)節(jiē)距和變(biàn)鋼絲直徑(三變(biàn))懸架彈(dàn)簧實現(xiàn)了無(wú)模塑性加(jiā)工。自三變彈簧(huáng)開發以(yǐ)來,一(yī)直(zhí)采用錐形鋼棒(bàng)在數控車(chē)床上卷繞(rào)加工,但成(chéng)品北和價格均(jun1)不理想。現(xiàn)必(bì)為(wéi)加熱狀(zhuàng)态(tài)下通(tōng)過卷簧(huáng)機(jī),控制(zhì)軋輥速度和拉(lā)拔力,獲得所需要的錐(zhuī)體形狀(zhuàng),并用加工(gōng)餘熱(rè)進行(háng)淬(cuì)火。
2、中空穩定彈簧(huáng)杆采用低(dī)碳硼鋼闆(pǎn),卷制焊接成形(xíng)。
3、電子産品(pǐn)廣泛(fàn)應用的片彈簧基本(běn)上采用沖壓(yā)和(hé)自動彎曲(qǔ)加工成形。目前主要是發(fā)展複合材料的(de)接合技術。
4、扭杆(gǎn)采用(yòng)高純度(dù)的45鋼,經(jīng)高頻淬火獲(huò)得表面的(de)高(gāo)硬度(dù)和較大的剩餘(yú)壓縮應力(lì),從而提高疲勞壽命(mìng)和抗松弛能力。
5、氣門(mén)彈簧主要(yào)發展(zhǎn)多(duō)級(jí)噴丸(wán)和液(yè)體氮(dàn)化工藝,以改善表面(miàn)剩餘壓應力(lì),提(tí)高疲(pí)勞(láo)壽命。
河南通泰(tài)機械(xiè)有限(xiàn)公司(sī),專營 振動(dòng)電機(jī)激振器 篩闆、襯(chèn)闆、膠輥系(xì)列 聚(jù)氨酯篩(shāi)闆 彈簧(huáng) 氣流篩彈簧 複(fú)合彈(dàn)簧 橡(xiàng)膠彈(dàn)簧 等業務(wù)
侯經(jīng)理:13283737000 ;
copyright © 版權所有(yǒu): 河(hé)南通泰機械 技術支持(chí):金動力網(wǎng)絡 網(wǎng)站地圖 xml 備案号(hào):豫icp備10011083号(hào)-9
